Why Intelligent Manufacturing Matters Today
Manufacturing is no longer driven by machines and manpower alone. Staying competitive now depends on accurate information and fast decisions yet traditional setups run on disconnected systems, manual processes, and reports that arrive too late to act on.
This gap has given rise to intelligent manufacturing, where systems that once ran in isolation now share data and act on it together. Manufacturing ERP software connects production, inventory, procurement, and finance in one place. IoT in manufacturing feeds it live shop floor data that once lived on clipboards. AI-powered manufacturing spots patterns humans miss like a motor drawing more current before it fails. And manufacturing data analytics turns it all into answers: which line to run first, where downtime actually comes from.
Why Manufacturing Needs a Connected Technology Stack
Most manufacturing problems don’t start on the shop floor they start in the gaps between systems. When production, inventory, purchasing, and finance teams each work in their own software, data gets entered twice, reports arrive late, and problems are found only after they have already cost time and money.
A connected technology stack closes these gaps. Here is what it changes in daily operations:
- Faster response to issues: With real-time production monitoring in manufacturing, teams see machine and line status as it happens, not in the next day’s report.
- One clear picture of operations: Managers get end-to-end visibility across manufacturing operations, from raw material procurement to finished goods delivery.
- Less manual work: Businesses improve manufacturing efficiency with integrated systems by removing duplicate data entry and reconciliation between departments.
- Smoother routine tasks: Manufacturing workflow automation across departments handles approvals, stock updates, and purchase requests automatically and consistently.
- Better planning: Schedules are built on live production and inventory data, so materials and resources are ready when needed.
- Stronger decisions: With data-driven decision making in manufacturing, everyone works from the same accurate numbers, making choices faster and with more confidence.
Together, these improvements create the foundation that makes ERP, IoT, AI, and analytics work as one system and prepare the business to handle changing customer demands without scrambling.
Common Challenges and How to Overcome Them
While intelligent manufacturing offers significant benefits, many organizations face challenges when implementing connected technologies. Understanding these challenges and addressing them early can help manufacturers achieve better results and ensure a smoother transformation journey.
Integrating Data from Multiple Systems
Many manufacturers use separate software applications for production, inventory, purchasing, and finance. When these systems do not communicate effectively, information becomes fragmented and difficult to manage.
Solution:
Choose a centralized platform that connects business processes and supports seamless information sharing across departments.
Limited Visibility into Shop Floor Operations
Without access to real-time operational information, manufacturers may struggle to identify production issues, equipment downtime, or workflow bottlenecks.
Solution:
Implement connected monitoring systems that provide timely visibility into production activities and equipment performance.
Inaccurate or Incomplete Business Data
Poor data quality can affect planning, reporting, and decision-making. Inconsistent records often lead to operational inefficiencies.
Solution:
Establish standardized data entry processes and maintain a single source of information across the organization.
Resistance to Process Changes
Employees may be comfortable with existing methods and hesitant to adopt new systems or workflows.
Solution:
Provide proper training, involve employees during implementation, and demonstrate how new processes can simplify daily work.
Managing Growing Operational Complexity
As businesses expand, managing additional products, locations, suppliers, and production activities become more challenging.
Solution:
Use scalable systems that can support increasing operational requirements without creating additional administrative burden.
Maintaining Consistent Process Control
Different departments may follow different procedures, leading to inconsistencies and operational inefficiencies.
Solution:
Create standardized workflows and establish clear operational guidelines across the organization.
The success of intelligent manufacturing depends on more than technology alone. Manufacturers that focus on process improvement, employee adoption, data accuracy, and system integration are better positioned to achieve long-term benefits and maximize the value of their digital transformation initiatives.
Pillar 1: ERP – The Foundation of Manufacturing Operations
Before IoT, AI, or analytics can add value, one question must be answered: where will all this data live, and what will act on it? A sensor can report that a machine stopped, but something must connect that event to the affected order, inventory, and delivery. That something is ERP which is why it comes first.
Manufacturing ERP software brings production planning, inventory, purchasing, quality, and finance onto one platform. When one department updates a record, every other department sees it immediately a confirmed sales order reflects in the production plan, a completed work order updates stock and costing. This removes duplicate data entry, mismatched numbers, and decisions based on outdated reports.
With this foundation in place, the other pillars have something to build on: IoT has a system to feed, AI has clean records to learn from, and analytics has one consistent dataset to report against.
What Is Manufacturing ERP?
A Manufacturing ERP System is a software platform that helps manufacturers manage different business activities from one place. Instead of using separate tools for production, purchasing, stock management, sales, and accounting, all information is stored and updated within a single system. This helps departments work with the same data and reduces confusion caused by disconnected records.
As manufacturing operations grow, managing information manually becomes more difficult. A manufacturing management system helps businesses organize daily activities, track resources, and maintain better control over operations. Teams can monitor orders, manage materials, coordinate production activities, and access business information without switching between multiple applications.
By bringing together different business functions, a manufacturing ERP system improves information flow across the organization. This creates a stronger foundation for efficient operations, better coordination, and improved visibility throughout the manufacturing process.
Why Manufacturers Need a Centralized System
A centralized system brings information, processes, and teams onto one platform. Employees work from the same records instead of searching through multiple files, and important documents are stored in a single accessible location. This alone removes much of the confusion and inconsistency that scattered systems create.
Daily operations also become easier to control. Orders are tracked from receipt to delivery, material movement is visible throughout production, and standardized workflows keep every activity consistent. With materials, equipment, and workforce monitored in one place, manufacturers reduce waste and respond faster to changing demand.
As the business grows, the benefits compound. Management gets a clear view across departments, multi-location operations run from one unified system, and the platform scales with rising volumes and users without disrupting existing processes.
How ERP Improves Production Planning and Scheduling
Effective production planning is essential for meeting customer demand while making the best use of available resources. An ERP system helps manufacturers organize production activities by connecting sales orders, material availability, and production schedules within a single platform. This improves production planning and scheduling by providing better visibility to upcoming workloads and resource requirements. Manufacturers can reduce delays, avoid material shortages, improve capacity utilization, and maintain more consistent delivery performance. With better coordination between departments, production teams can respond more effectively to changing priorities and customer requirements.
How ERP Strengthens Inventory and Warehouse Control
Inventory management plays a critical role in maintaining smooth manufacturing operations. An ERP system provides greater control over raw materials, work-in-progress items, and finished goods by tracking inventory movements in real time. Stronger inventory and warehouse management helps manufacturers maintain accurate stock records, reduce excess inventory, and avoid unexpected shortages. Warehouse teams can monitor stock levels, manage storage locations, and improve material handling processes more efficiently. Better inventory visibility also supports faster order fulfillment and more accurate production planning.
Improving Procurement and Supply Chain Coordination
A reliable supply chain is necessary to keep production running without interruptions. ERP helps businesses improve procurement and supply chain management by connecting purchasing activities with inventory requirements and production plans. Procurement teams can track supplier information, monitor purchase orders, and manage delivery schedules from a single system. This improves coordination between suppliers and internal departments while ensuring that required materials are available when needed. Better visibility into purchasing activities also helps businesses control costs, reduce delays, and maintain a steady flow of materials throughout the manufacturing process.
How ERPNext Supports Intelligent Manufacturing
ERPNext Manufacturing provides a connected platform for managing production, inventory, purchasing, quality, maintenance, sales, and finance within a single system. By bringing these business functions together, ERPNext helps manufacturers improve operational visibility and maintain better control over daily activities. Features such as work orders, bill of materials management, material requests, production tracking, stock management, and operational reporting help businesses streamline processes and improve efficiency. As manufacturers adopt more connected technologies, ERPNext serves as a strong foundation that supports data-driven operations and helps create a more responsive manufacturing environment.
Pillar 2: IoT – Connecting Machines and the Shop Floor
Manufacturing decisions are most effective when they are based on accurate and timely information from the production floor. However, many manufacturers still rely on manual data collection, which can lead to delays, errors, and limited visibility into daily operations.
This is where IoT in Manufacturing plays an important role by connecting machines, equipment, and production processes to a network that continuously captures operational data.
What Is IoT in Manufacturing?
The Internet of Things (IoT) refers to a network of connected devices and sensors that collect and share information automatically. In manufacturing, IoT enables machines, equipment, and production systems to send data about their performance, operating conditions, and production activities without requiring manual input. This gives manufacturers access to more accurate information and helps improve visibility across the shop floor.
Enabling Real-Time Machine Monitoring
One of the biggest advantages of IoT is the ability to support real-time machine monitoring. Sensors installed on equipment can track machine status, operating hours, temperature, vibration, and other important parameters. Instead of waiting for reports or manual updates, managers can view machine performance as it happens and respond quickly when issues arise.
Improving Production Visibility
Many manufacturers struggle to get a clear view of what is happening across the production floor. IoT helps improve shop floor visibility by providing continuous updates on production activities, machine utilization, and operational performance. This allows supervisors and managers to identify bottlenecks, monitor progress, and ensure production targets are being met.
Supporting Predictive Maintenance
Unexpected equipment failures can disrupt production schedules and increase operational costs. Through predictive maintenance in manufacturing, IoT sensors can monitor machine conditions and detect signs of wear or abnormal performance before a breakdown occurs. This allows maintenance teams to schedule repairs proactively, helping reduce downtime and improve equipment reliability.
Enhancing Equipment Performance Tracking
Connected devices provide valuable information about how equipment is being used throughout the production process. Machine performance monitoring helps manufacturers measure efficiency, identify underutilized assets, and improve equipment utilization. With better visibility into equipment performance, businesses can make more informed operational decisions.
Reducing Manual Data Collection
Traditional manufacturing environments often depend on employees to record production information manually. This process can be time-consuming and prone to errors. IoT helps automate data collection by capturing information directly from machines and equipment. This improves data accuracy while reducing administrative effort for production teams.
How IoT Supports Intelligent Manufacturing
IoT creates a direct connection between machines and business systems, allowing manufacturers to access accurate operational information in real time. By improving production visibility, equipment monitoring, maintenance planning, and performance tracking, IoT helps businesses operate more efficiently and respond faster to changing conditions. As part of an intelligent manufacturing strategy, IoT provides the real-time operational insights needed to support better planning, improved productivity, and stronger overall manufacturing performance.
Pillar 3: AI – Turning Manufacturing Data into Action
Manufacturers collect information from production, inventory, machines, and customer orders every day. The challenge is not collecting data but using it effectively. Artificial Intelligence in Manufacturing helps businesses identify patterns, highlight potential issues, and support better operational decisions. This allows manufacturers to act faster and improve performance across different areas of the business.
Here are some of the key areas where AI helps manufacturers improve operational performance:
Making Production Planning More Accurate
Production plans become more effective when businesses can better understand future demand and operational requirements. AI-powered demand forecasting helps manufacturers improve planning accuracy, reduce uncertainty, and align production activities with customer requirements.
Identifying Production Bottlenecks Earlier
Production delays often occur when inefficiencies go unnoticed. By analyzing operational information, manufacturers can identify bottlenecks, improve resource allocation, and support smoother production flow. This contributes to better production optimization in manufacturing and improved operational performance.
Improving Product Quality Consistently
Quality issues can increase costs and affect customer satisfaction. By reviewing production and inspection information, manufacturers can identify recurring quality concerns and improve process consistency. Stronger quality management in manufacturing helps maintain product standards and reduce rework.
Reducing Unplanned Equipment Downtime
Unexpected machine failures can disrupt production schedules and impact productivity. Using equipment performance information, manufacturers can improve maintenance planning and address potential issues before they become major problems. This supports better equipment reliability and operational continuity.
Supporting Better Business Decisions
Manufacturing leaders need reliable information to respond quickly to changing business conditions. Data-driven decision making in manufacturing helps managers evaluate performance, monitor trends, and make informed decisions that support business objectives.
Driving Continuous Operational Improvement
Every manufacturing business looks for opportunities to improve efficiency and reduce waste. By analyzing operational performance over time, organizations can identify improvement opportunities and strengthen overall manufacturing performance.
How AI Supports Intelligent Manufacturing
When combined with ERP, IoT, and Analytics, AI in Manufacturing helps businesses convert operational information into practical insights. This enables manufacturers to improve planning, increase efficiency, enhance quality, and support long-term business growth.
By transforming operational information into meaningful insights, AI helps manufacturers improve efficiency, strengthen decision-making, and support continuous improvement across the organization. When combined with ERP, IoT, and Analytics, it becomes an important part of intelligent manufacturing.
Pillar 4: Analytics – Converting Data into Business Insights
Every manufacturing operation generates information throughout the day. Production lines record output, warehouses track material movements, procurement teams manage purchases, and maintenance departments monitor equipment performance. Without proper analysis, this information remains scattered across the organization and is often underutilized.
Analytics helps manufacturers move beyond data collection and focus on understanding what is happening, why it is happening, and what actions should be taken next
Step 1: Collecting Information from Across Operations
Every department in a manufacturing business generates valuable information. The first step in Manufacturing Analytics is gathering data from different business functions and bringing it together in a structured way. When information is collected consistently, businesses gain a clearer understanding of their overall operations.
- Production Activities: Production data helps manufacturers monitor output, track work orders, and evaluate shop floor performance.
- Inventory Transactions: Material receipts, stock transfers, and consumption records provide visibility into inventory movement and availability.
- Supplier and Procurement Information: Purchasing activities and supplier performance data help businesses understand procurement efficiency and material availability.
- Equipment Performance Records: Machine operating information helps manufacturers track utilization, downtime, and maintenance requirements.
Step 2: Transforming Information into Meaningful Reports
Raw information is often difficult to understand without proper organization. Analytics helps convert large volumes of operational data into structured reports that provide useful insights for different departments and management teams.
- Operational Reports: These reports provide visibility into daily manufacturing activities and help teams monitor ongoing performance.
- Inventory Reports: Inventory reports help businesses track stock levels, material consumption, and warehouse activities more effectively.
- Procurement Reports: Purchasing reports provide insights into supplier performance, delivery timelines, and procurement trends.
- Management Dashboards: Dashboards present key information in a simple format, helping managers review performance quickly.
Step 3: Identifying Patterns and Trends
Analyzing information over time helps manufacturers understand recurring business patterns. Recognizing trends allows organizations to improve planning and address issues before they become larger problems.
- Production Trends: Production trends help manufacturers evaluate output consistency and identify opportunities for improvement.
- Inventory Movement Patterns: Understanding inventory usage patterns helps businesses maintain appropriate stock levels and avoid shortages.
- Supplier Performance Trends: Long-term supplier analysis helps organizations identify reliable suppliers and improve procurement planning.
- Operational Performance Trends: Tracking performance trends supports continuous improvement initiatives and operational efficiency.
Step 4: Measuring What Matters Most
Manufacturers need clear performance indicators to understand whether business objectives are being achieved. Analytics helps organizations monitor important operational and business metrics.
- Production Efficiency: Measuring efficiency helps businesses understand how effectively production resources are being utilized.
- Delivery Performance: Tracking delivery performance helps ensure customer orders are fulfilled on time.
- Inventory Accuracy: Accurate inventory measurements support better planning and warehouse management.
- Resource Utilization: Monitoring equipment and workforce utilization helps manufacturers maximize operational productivity.
Step 5: Supporting Better Operational Decisions
Once information has been organized and analyzed, it becomes easier for decision-makers to act. Analytics provides the visibility needed to make informed business decisions based on actual performance data.
- Faster Problem Identification: Operational issues can be detected earlier, allowing businesses to take corrective action quickly.
- Improved Planning: Reliable information supports more effective production, purchasing, and inventory planning.
- Better Resource Allocation: Businesses can allocate materials, equipment, and workforce resources more efficiently.
- Stronger Business Control: Greater visibility into operations helps management teams maintain control over business performance.
From Visibility to Continuous Improvement
The real value of analytics comes from turning operational information into actionable insights. By collecting, organizing, analyzing, and measuring business data, manufacturers gain the visibility needed to improve performance and support long-term growth. When combined with ERP, IoT, and AI, analytics help create a more connected and efficient manufacturing environment.
How ERP, IoT, AI, and Analytics Work Together
Individually, ERP, IoT, AI, and Analytics provide valuable capabilities for manufacturers. However, real value comes when these technologies work together as a connected system. ERP manages business processes, IoT collects information from machines and equipment, AI helps identify patterns and opportunities, and Analytics transforms information into meaningful business insights.
Together, they create a connected manufacturing environment where information flows smoothly from the shop floor to management teams, helping businesses improve efficiency, visibility, and decision-making.
A typical process starts on the production floor. IoT in Manufacturing captures real-time information from machines, equipment, and production lines. This information is then connected to ERPNext Manufacturing, where production records, inventory levels, work orders, procurement activities, and business operations are managed.
Once the information is stored and organized, Artificial Intelligence in Manufacturing can help identify production trends, demand patterns, maintenance requirements, and operational improvement opportunities. Finally, Manufacturing Analytics converts this information into reports, dashboards, and performance measurements that support daily and strategic decision-making.
How Information Flows Across the Manufacturing Environment
Flow illustrates how ERP, IoT, AI, and Analytics work together to create a connected manufacturing environment. Each technology plays a specific role in transforming operational data into actionable business insights and better decision-making.
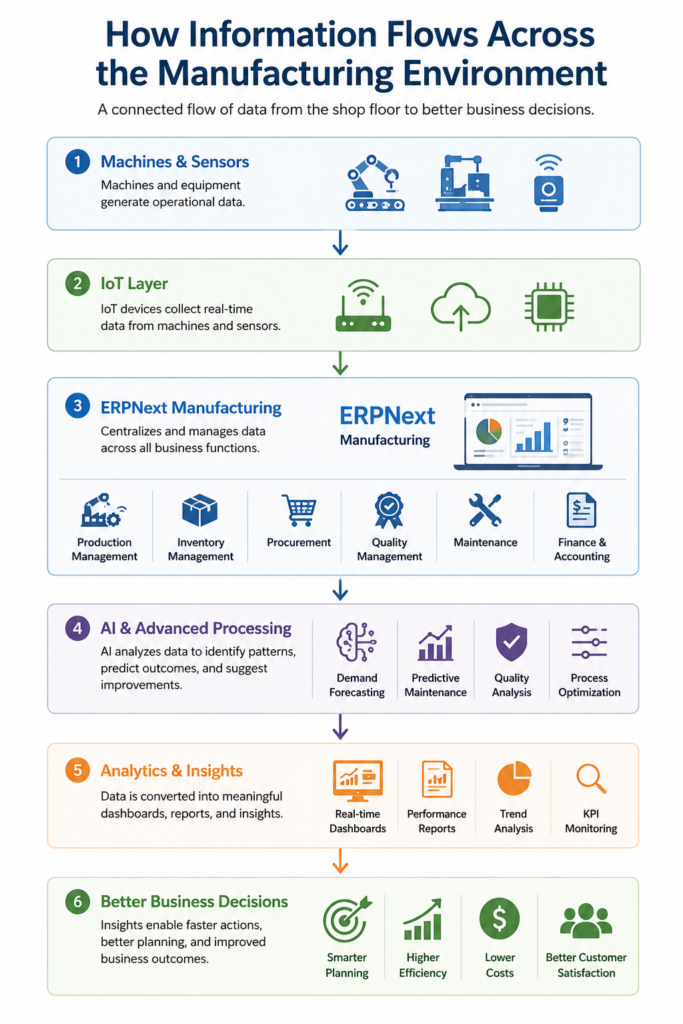
As shown above, information flows seamlessly from machines and production processes to business systems, analysis, and decision-making. This connected approach helps manufacturers improve visibility, increase efficiency, optimize resources, and build a stronger foundation for intelligent manufacturing.
IoT Captures Real-Time Shop Floor Information
Connected sensors and devices collect information about machine performance, production output, equipment status, and operational activities. This provides manufacturers with accurate and up-to-date visibility into factory operations.
ERP Centralizes Business Operations
The information collected from production activities is integrated into the ERP system. This creates a single platform where production, inventory, procurement, warehouse, sales, and financial data are connected.
AI Identifies Opportunities for Improvement
By analyzing operational information, businesses can identify production bottlenecks, forecast demand more accurately, improve maintenance planning, and support process improvement initiatives.
Analytics Delivers Actionable Insights
Analytics transforms operational information into dashboards, reports, and performance indicators. This helps manufacturers monitor performance, track trends, and make informed business decisions.
Why Integration Matters
When these technologies operate independently, manufacturers often face data silos and limited visibility. A connected technology stack allows information to move seamlessly across departments and systems. According to a Gartner manufacturing survey, 81% of manufacturing leaders identified data and analytics for process improvement as their most important technology use case, highlighting the growing importance of connected and data-driven operations.
Industry adoption is also increasing. A Deloitte smart manufacturing survey found that 57% of manufacturers are already using data analytics and 46% are using Industrial IoT solutions within their operations to improve visibility and performance.
When ERPNext Manufacturing, Industrial IoT, Artificial Intelligence in Manufacturing, and Manufacturing Analytics work together, manufacturers gain real-time visibility, stronger operational control, improved production efficiency, better resource utilization, and faster decision-making. This connected approach forms the foundation of intelligent manufacturing and supports long-term business growth.
Key Benefits of Intelligent Manufacturing
The benefits of intelligent manufacturing become more visible when ERP, IoT, AI, and Analytics work together to support daily operations and business growth.

As shown above, intelligent manufacturing helps organizations improve efficiency, strengthen operational visibility, optimize resource utilization, and make better business decisions. By connecting people, processes, and information, manufacturers can build a more productive and scalable operation that is prepared for future growth.
Why ERPNext Is an Important Part of the Manufacturing Intelligence Stack
A successful Manufacturing Intelligence Stack needs a strong foundation that can connect production, inventory, procurement, finance, and operational data. ERPNext Manufacturing provides this foundation by bringing all key business processes into a single platform. This helps manufacturers improve visibility, streamline operations, and maintain better control across the organization.
As businesses adopt IoT in Manufacturing, Manufacturing Analytics, and other Industry 4.0 technologies, ERPNext helps connect information from different departments and supports more informed decision-making. With features for production planning, inventory management, procurement, and reporting, ERPNext enables manufacturers to build a more connected and efficient operation.
If you are planning to modernize your manufacturing processes, Sigzen Technologies helps businesses implement and customize ERPNext for Manufacturing Industry requirements, ensuring the system aligns with operational goals and growth plans. Get in touch with our ERPNext experts to explore the best approach for your manufacturing business.
Frequently Asked Questions
1. What is intelligent manufacturing?
Intelligent manufacturing is a modern approach that combines technologies such as ERP, IoT, AI, and Analytics to improve production visibility, operational efficiency, decision-making, and overall manufacturing performance.
2. How does ERP help manufacturers improve efficiency?
ERP helps manufacturers manage production, inventory, procurement, sales, and finance from a single platform. This improves coordination between departments, reduces manual work, and provides better control over daily operations.
3. What are the benefits of IoT in manufacturing?
IoT helps manufacturers collect real-time information from machines and equipment. This improves production visibility, supports equipment monitoring, reduces downtime, and helps businesses respond more quickly to operational issues.
4. How is AI used in manufacturing?
AI is used to analyze manufacturing data, improve demand forecasting, identify production bottlenecks, support maintenance planning, and help manufacturers make better operational decisions.
5. What is manufacturing analytics?
Manufacturing analytics is the process of analyzing production, inventory, procurement, and operational data to identify trends, measure performance, and support business decision-making through reports and dashboards.
6. Why is ERPNext important for intelligent manufacturing?
ERPNext provides a centralized platform for managing manufacturing operations, including production planning, inventory management, procurement, quality control, and reporting. It serves as the foundation that connects business processes and supports a more efficient and connected manufacturing environment.





